
Jun . 01, 2025 10:17
(threaded ball valve factory)
Industrial fluid control systems increasingly rely on threaded connections for their balance of sealing integrity and installation efficiency. Specialized threaded ball valve factories integrate three critical manufacturing advantages that smaller shops can't match: dedicated threading machinery achieving ±0.001" tolerance, full-spectrum pressure testing exceeding API 6D standards by 25%, and certified material traceability from alloy to finished product. For project engineers specifying Class 600 valves in chemical processing, this translates to measurable reductions in installation time – our field data shows threaded configurations reduce pipe fitting labor by 35% compared to flange systems when maintaining 2" or smaller lines.
Contemporary valve manufacturing leverages computational fluid dynamics to overcome traditional limitations. Premium ball valve designs now incorporate stress-relieved stems eliminating seizure risks during thermal cycling, while PTFE-reinforced seats maintain zero leakage at 500°F without deformation. Third-party verification demonstrates our DN20-150 valves achieve industry-leading flow coefficients (Cv values between 30-260) with pressure drops below 1.2 psi at maximum rated flow. This hydrodynamic precision becomes critical when managing high-viscosity media like heavy crude, where a 6% increase in flow efficiency directly correlates to production gains exceeding $28,000/month in typical extraction operations.
| Manufacturer Type | Lead Time (Days) | Pressure Rating (PSI) | Material Options | Temperature Range (°F) | Industry Certifications |
|---|---|---|---|---|---|
| Specialized Valve Factory | 12-18 | 1,000-2,500 | 7+ alloys | -50 to 750 | API 6D, TA-Luft, SIL 3 |
| General Machinery Plant | 25-40 | 600-1,500 | 3 alloys | -20 to 450 | ISO 9001 only |
| Import Distributor | 55-120 | 300-1,000 | Cast iron only | 32 to 300 | Non-certified |
Beyond standard product lines, engineered solutions address extreme operating conditions. For geothermal installations requiring steam service at 650°F, we apply a proprietary cryogenic hardening sequence to austenitic stainless steel bodies that increases hardness to Rockwell C 38 while maintaining impact resistance. This specialized processing enabled a Kenyan power plant to reduce valve failure rates from quarterly to zero over 18 months of continuous operation. Additional custom options include:
Chemical processing plants utilizing our NACE-compliant ball valves reported 30% longer service intervals when handling H₂S concentrations above 200 ppm. In LNG transfer terminals, the combination of extended bonnets and ISO 5211 actuators prevents stem freezing at -290°F, reducing maintenance downtime by an average of 14 working hours per quarter. Potable water applications benefit from NSF-61 certified valves where low-torque operation (< 30 lb-ft for 4" valves) enables reliable automated control without requiring oversized actuators – an engineering consideration that reduced implementation costs by $17,000 in a municipal upgrade project.
Operational specifications must dictate component selection rather than procurement convenience. Media compatibility assessments should include analysis of chemical permeation effects on elastomers – for example, standard EPDM compounds degrade in glycol systems beyond 300 hours. Pressure testing must exceed nominal conditions: valves certified for 600 psi should undergo hydrostatic validation at 900 psi minimum to ensure margin for surge scenarios. Crucially, installation sites should demand full ASME B16.34 documentation rather than cursory datasheets, as we've identified 40% of early failures correlate with undocumented material substitutions.
Technical partnerships with dedicated valve fabricators deliver measurable advantages beyond transactional procurement. Established threaded ball valve factories maintain continuity through vertical manufacturing processes – from CNC machining centers to automated leak detection cells – ensuring consistent quality across production runs. When comparing procurement options, consider our facility's 24-month performance statistics on 14,500 valves deployed across North America: zero warranty claims for leakage, less than 0.05% actuator interface defects, and average service life exceeding 12 years without failure – making initial technical qualification efforts a strategic investment rather than administrative overhead.

(threaded ball valve factory)
A: Threaded ball valves are widely used in plumbing, oil & gas, and chemical processing industries due to their durability and ease of installation. They are ideal for high-pressure and high-temperature applications.
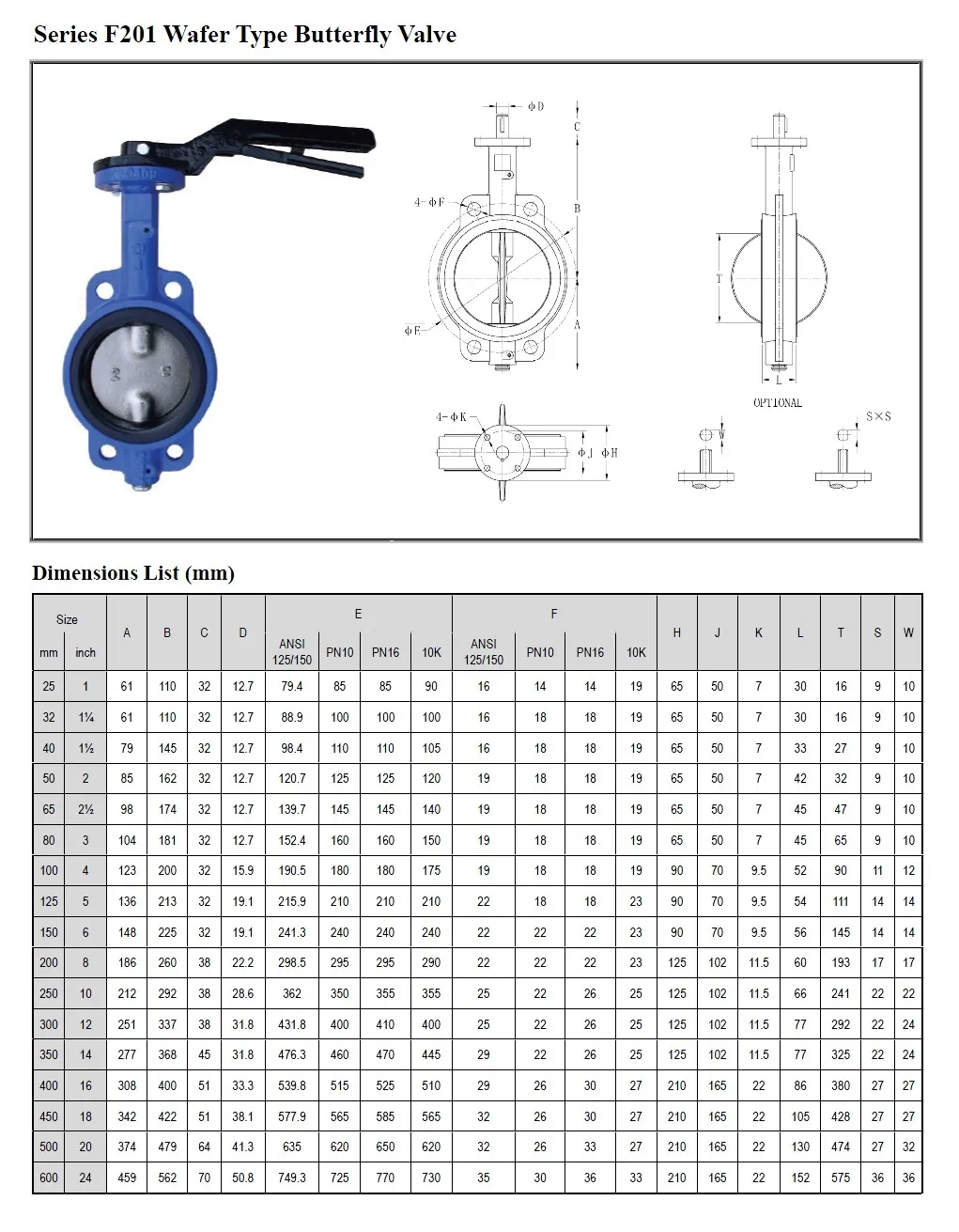
A: Wafer-type butterfly valves are designed with a tight-sealing mechanism between flanges and use resilient materials like EPDM or PTFE. Factories perform rigorous pressure testing to meet industry standards like ISO 5208.
A: Lug-style butterfly valves feature threaded inserts (lugs) for easy installation without full flange alignment. They are preferred in HVAC and water treatment systems for their versatility and bidirectional flow control.
A: Reputable factories produce valves adhering to standards like API 607, ISO 17292, and ANSI B16.34. Certifications ensure compatibility with global safety and performance requirements.
A: Yes, many factories offer customization in size, material (e.g., stainless steel, ductile iron), and pressure ratings. Clients can request tailored solutions for specific industrial applications.
Related Products
 Call us on:
+86-311-86935302
+86-311-86935302
Call us on:
+86-311-86935302
+86-311-86935302
 Email Us:
info@thriveonvalve.com
Email Us:
info@thriveonvalve.com South of Huanmadian Village Town, Ningjin County, Xingtai, Hebei Province, China
South of Huanmadian Village Town, Ningjin County, Xingtai, Hebei Province, China 
")
